HAAS VM-2 milling machine spindle repair
HAAS VM-2 milling machine spindle repair – results below 2 µm
-
Spindle manufacturer: HAAS
-
Machine: HAAS VM-2 milling machine
-
Spindle speed: 12,000 rpm
-
Taper SK40
The spindle in the HAAS VM-2 operates at high speeds and loads, where every micron matters for surface quality, tool life and process stability. In this job the goal was a full HAAS spindle repair with restoration of the SK40 taper geometry and achieving the lowest possible runout at an L-300 test length. After completion we confirmed runout below 2 µm on the test bar and 1–2 µm directly on the taper—values typical of a premium, like-new spindle.

Symptoms and diagnosis
for the HAAS VM-2 spindle
Before delivery to our service, the user reported:
- increased noise and slight vibration at 8–12,000 rpm,
- signs of overheating after longer cycles,
- degraded wall and pocket-bottom finish quality,
- minor scratches/marks on the SK40 taper.
We performed an initial audit: runout measurements with a test sleeve (L-300), drawbar force check, magnified inspection of the taper, and vibration/temperature analysis during speed ramp-up.


Scope of work
full HAAS VM-2 spindle repair
After reassembly, the spindle underwent several hours of run-in and load testing. As a result, the customer received components fully ready for precise operation.

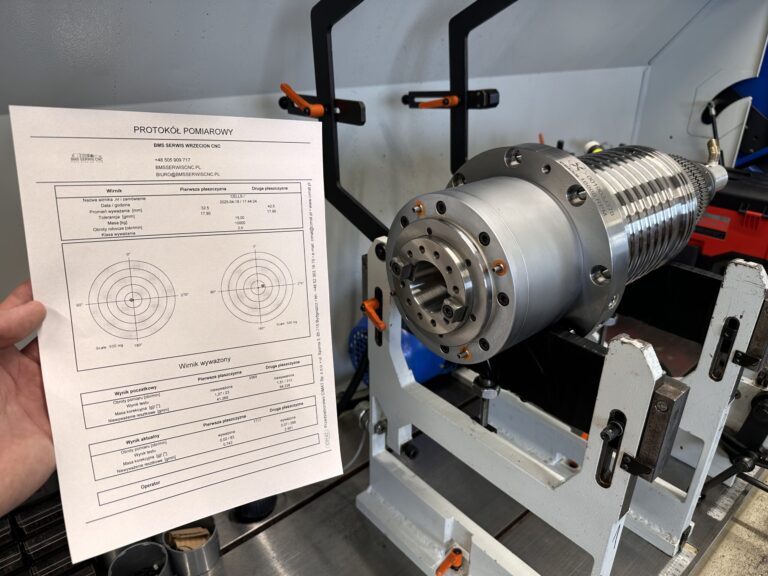
Measurement results
after repair
After the full spindle repair on the HAAS VM-2, we confirmed factory-level parameters. Runout on the test bar at length L-300 was below 2 µm, and on the SK40 taper it is within 1–2 µm. With dynamic balancing to class 0.4G, residual vibration values are low and repeatable, while the bearing thermal profile remains stable across the speed range after warm-up. Drawbar force was calibrated to nominal values, eliminating toolholder micro-slip and protecting the taper surface.
What are the benefits of regeneration
a HAAS VM-2 spindle
For the VM-2 user this translates into factory-grade efficiency and precision: better surface quality, sharper edges and more reliable dimensional control. Bearing and tool life increases significantly because reduced vibration (0.4G) and correct clamping force lower dynamic loads. The machine runs quieter and more stable in the typical VM-2 range of 8–12,000 rpm, and the operator gains higher setup repeatability—the restored SK40 taper holds geometry and does not print on the toolholders.
In practice this means more predictable machining at longer overhangs (L-300), fewer reworks and shorter cycle times. After the repair, the spindle returns to the VM-2 ready for high-tolerance tasks with no compromise in finish quality.
Door-to-door spindle repair
without downtime
We provide a direct door-to-door service: pickup of the spindle from the customer, a quick initial assessment, full repair and return after testing with a complete set of reports (balancing, runout, clamping force). This minimizes VM-2 downtime and, after installation, you receive a spindle ready to work.
When to repair the spindle
in a HAAS VM-2
- visible marks on the taper, change in sound, rising temperature,
- surface quality degradation or unstable runout at longer overhangs,
- increased tool wear despite correct cutting parameters.
In each of these cases, a full HAAS spindle repair with SK40 taper restoration and balancing to 0.4G will restore process predictability.

Summary
This case shows that the HAAS VM-2 milling machine, after a comprehensive spindle repair (ceramic bearings, oil mist, SK40 taper restoration, drawbar force calibration and precision balancing), can operate like new. Confirmed L-300 runout < 2 µm and 1–2 µm on the taper translate into higher part quality, lower bearing and tool loads, and stable parameters across the speed range up to 12,000 rpm.
Want to achieve a similar result for your HAAS VM-2? Get in touch—we will pick up the spindle, carry out a full repair and return it with reports, ready to work.