Mazak Nexus 510C-II Spindle Repair
Mazak Nexus 510C-II spindle reconditioning
What can happen if you ignore early signs of wear
Spindle technical specifications:
- Spindle model: Mazak 12 000
- Tool taper:: SK40
- Speed: 12 000 rpm
- Machine: MAZAK NEXUS 510C-II

Why
spindle care matters
Neglecting early signs of spindle wear can lead to costly consequences. One of our clients learned this the hard way when a spindle issue occurred on their MAZAK NEXUS 510C-II machining center.
If you want to avoid similar problems, read how the reconditioning process went and what ultimately caused the serious failure.


Start of repair
Disassembly and initial diagnostics
We began the reconditioning by removing the spindle from the MAZAK NEXUS 510C-II machining center. During the initial on-site analysis, we found:
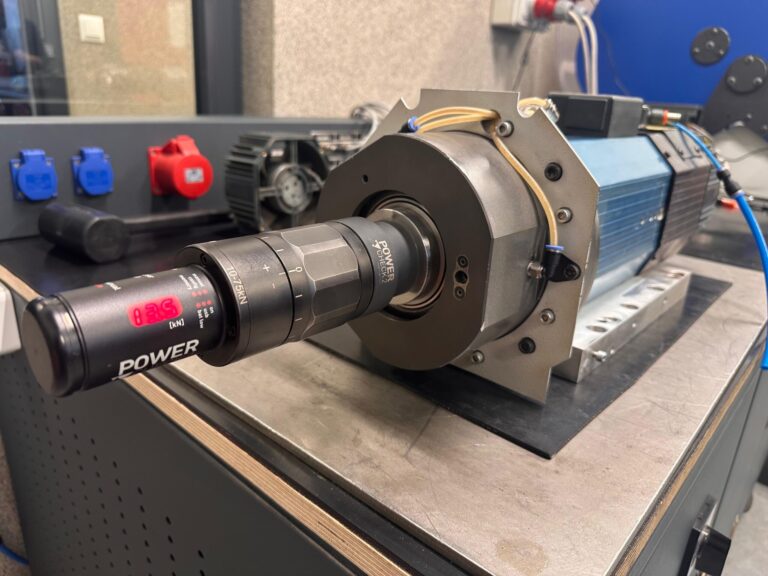
- mechanical damage to the spindle drive (play on clamping),
- tool clamping force of SK40 taper at 0.0 kN (measured with force gauge).
The spindle was transported to our service facility for further, in-depth analysis.
Complete disassembly and diagnosis
MAZAK spindle inspection
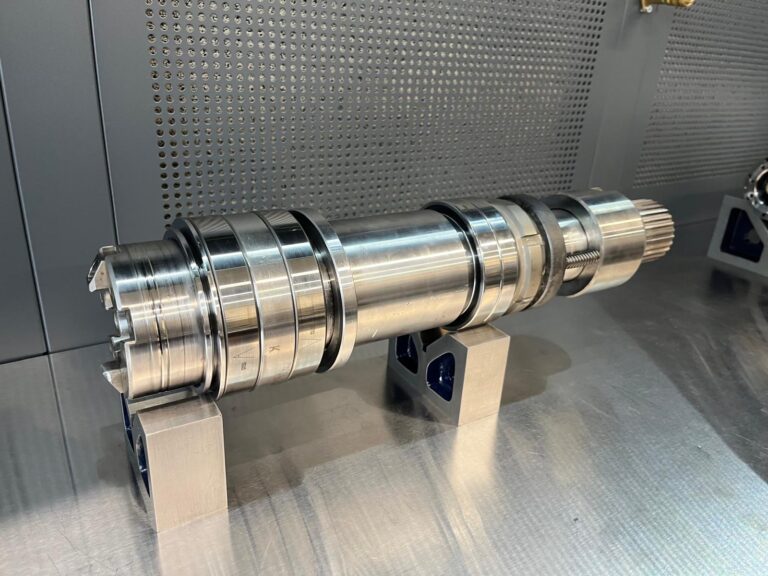
After full disassembly and inspection of all components, we identified:
- SK40 taper pushed out of alignment,
- worn spindle bearings,
- damage and cracks in disc springs,
- deformed spacer sleeves requiring surface grinding.


Repair process
and full reconditioning
After the customer approved the quote, we proceeded with the full repair. Our estimates always include a clear deadline and final price — no hidden costs.
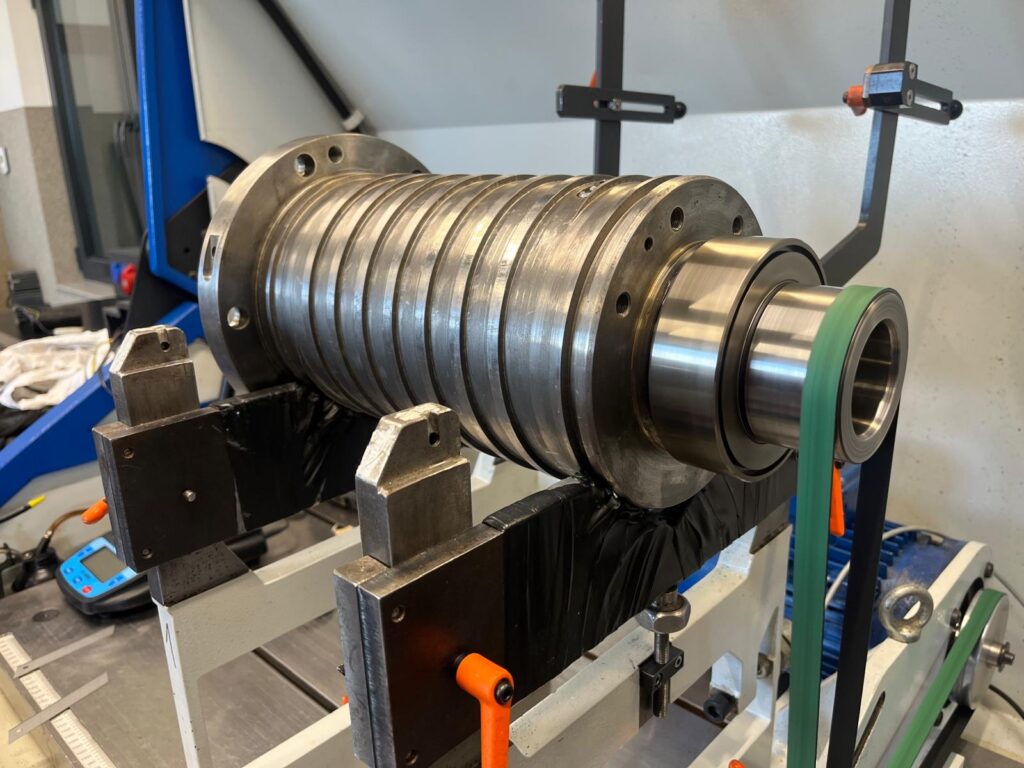
1. Spindle bearing replacement
We used high-durability precision bearings that ensure stability and smooth operation.
2. Spacer sleeve grinding
The deformed sleeves were surface-ground to restore correct geometry.
3. SK40 taper reconditioning
We corrected the taper deviation to restore factory-level dimensional tolerances.
4. Replacement of disc springs and clamping components
Worn and cracked disc springs were replaced to restore proper tool clamping function.
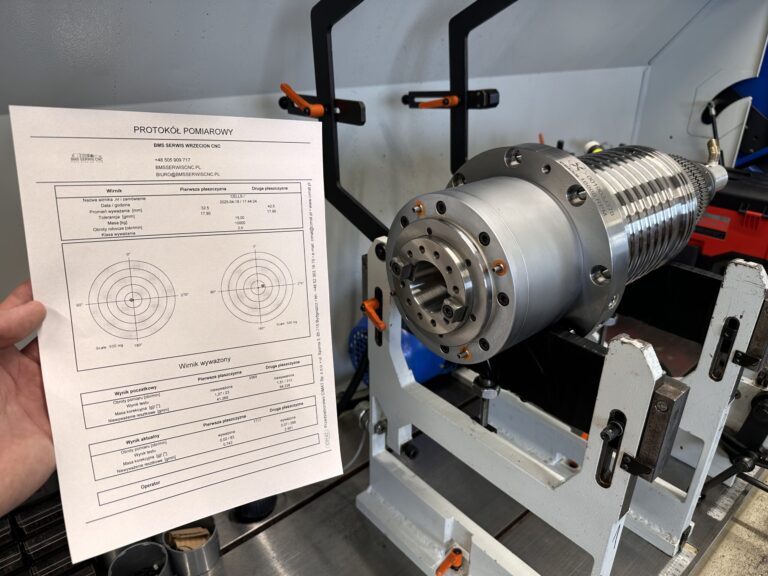
5. Spindle balancing
We performed dynamic balancing to ISO class 0.4G, eliminating any excessive vibrations.
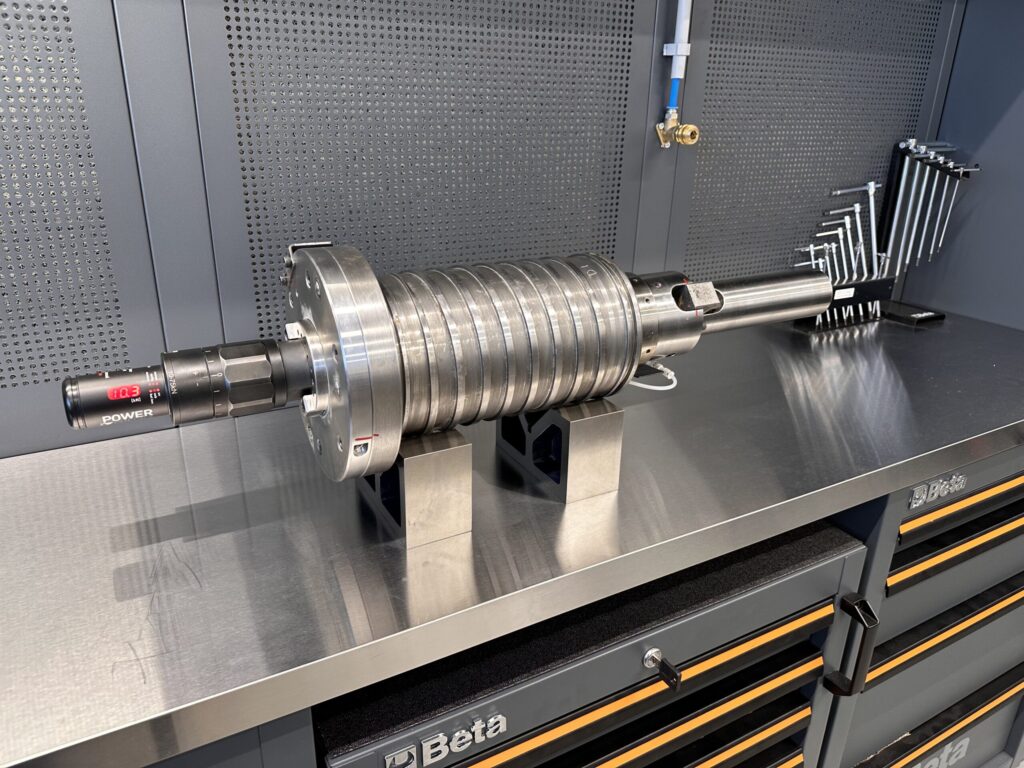
6. Measurement tests
Clamping force measured at 10.3 kN. Spindle runout on control bar (L=300 mm): 0.003–0.005 mm.

How to avoid
costly spindle reconditioning
In this case, full spindle reconditioning was necessary — but it could have been avoided. Regular tool clamping force checks, especially for SK40 tapers, are often enough. Too little clamping force can cause the taper to dislodge during operation, which leads to vibration and damages spindle bearings.
Take care of your spindle – before it’s too late:
Don’t wait until your machine reaches a critical state. Perform routine tests at least once a year — it’s a simple step that can prevent expensive repairs and downtime.
Get in touch with us – BMS CNC Spindle Service – and schedule a clamping force check and full spindle condition report.