Mazak Nexus 510C-II spindelreparatie
Herconditionering van MAZAK NEXUS 510C-II-spindel
Wat er kan gebeuren als u vroege slijtage negeert
Technische specificaties van de spindel:
- Spindelmodel Mazak 12 000
- Gereedschapsopname: SK40
- Toerental: 12 000 tpm
- Machine: MAZAK NEXUS 510C-II

Waarom
spindelonderhoud belangrijk is
Het negeren van vroege tekenen van slijtage aan de spindel kan leiden tot kostbare gevolgen. Een van onze klanten ontdekte dit op de harde manier toen er een probleem met de spindel op hun MAZAK NEXUS 510C-II bewerkingscentrum optrad.
Als u soortgelijke problemen wilt vermijden, lees dan hoe het reconditioneringsproces is verlopen en wat uiteindelijk de oorzaak was van de ernstige storing.


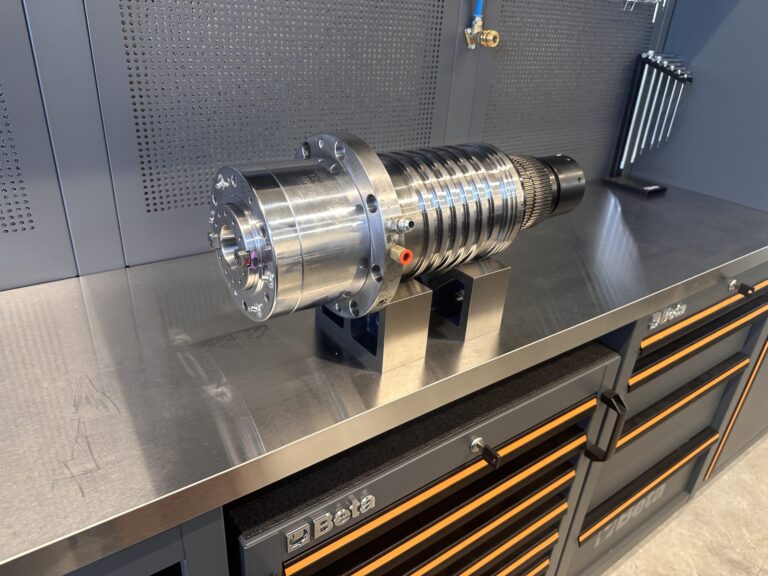
Start van de reparatie
Demonteren en eerste diagnose
We zijn begonnen met de herconditionering door de spindel te verwijderen uit het MAZAK NEXUS 510C-II bewerkingscentrum. Tijdens de eerste analyse ter plaatse hebben we vastgesteld:
- mechanische schade aan de spindelaandrijving (speling bij het klemmen),
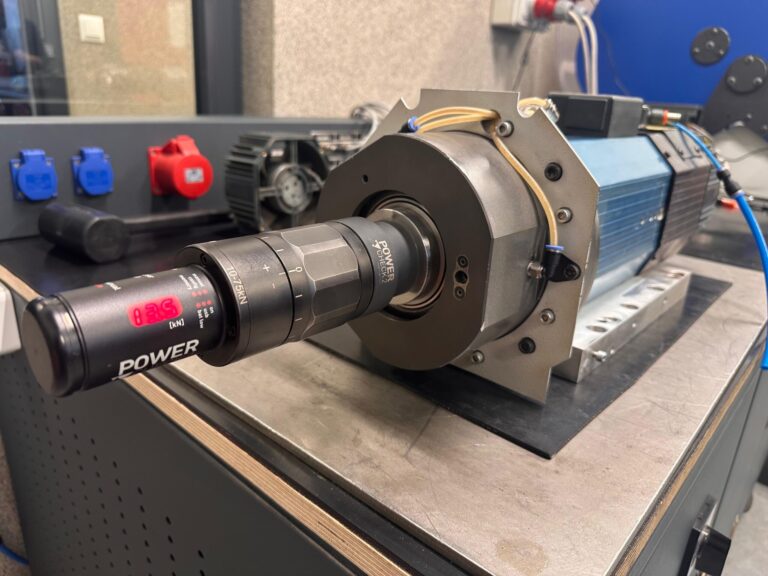
- gereedschapsklemkracht van de SK40-conus gemeten op 0,0 kN (gemeten met krachtmeter).
De spindel werd naar onze werkplaats gebracht voor verdere, diepgaande analyse.
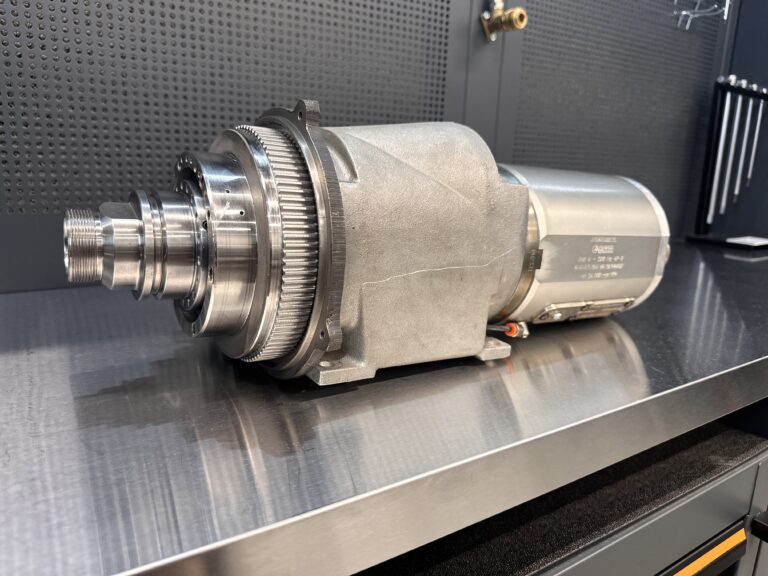
Volledige demontage en diagnose
Inspectie van de MAZAK-spindel
Na volledige demontage en inspectie van alle onderdelen hebben we vastgesteld:
- SK40-conus stond uit lijn,
- versleten spindellagers,
- schade en scheuren in schotelveren,
- vervormde afstandshulzen die vlakslijpen vereisen.


Reparatieproces
en volledige revisie
Nadat de klant de offerte had goedgekeurd, zijn we gestart met de volledige reparatie.
Onze prijsopgaven bevatten altijd een duidelijke deadline en een vaste prijs — geen verborgen kosten.
1. Vervanging van spindellagers
We gebruikten precisielagers met hoge duurzaamheid voor een stabiele en soepele werking.
2. Vlakslijpen van afstandshulzen
De vervormde hulzen werden vlakgeslepen om de correcte geometrie te herstellen.
3. Revisie van de SK40-conus
De conusafwijking werd gecorrigeerd om de originele fabrieksmaten te herstellen.
4. Vervanging van schotelveren en klemcomponenten
Versleten en gebarsten veren werden vervangen om een correcte gereedschapsklemkracht te herstellen.
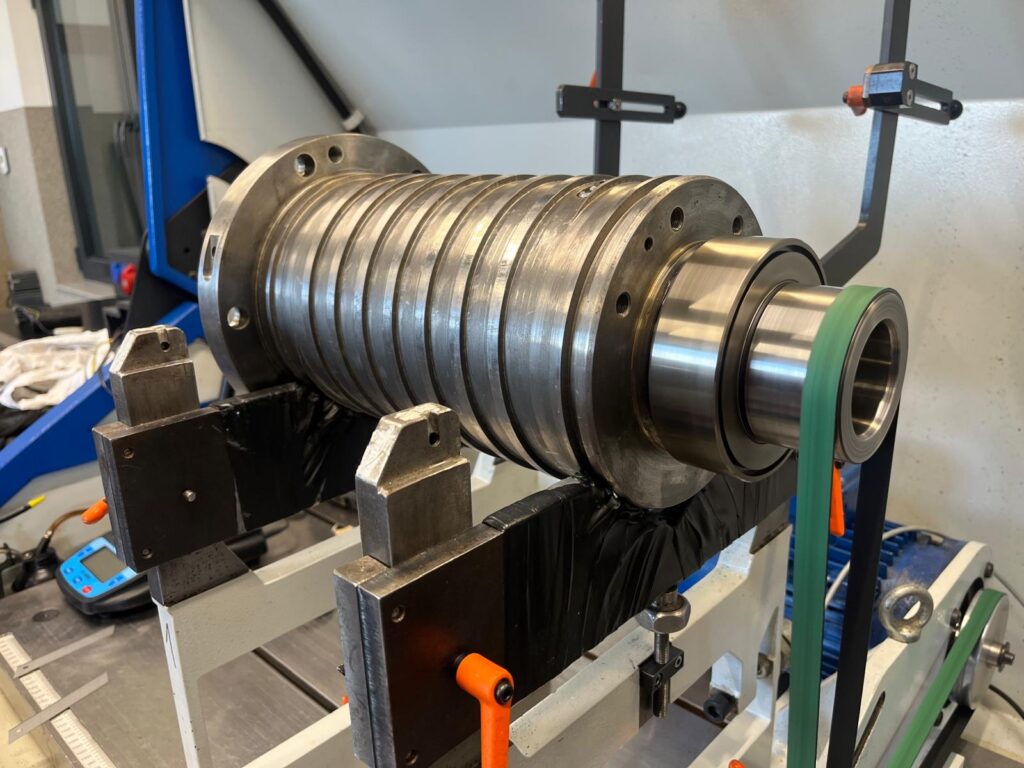
5. Balanceren van de spindel
Dynamisch gebalanceerd volgens ISO klasse 0.4G, wat overmatige trillingen elimineert.
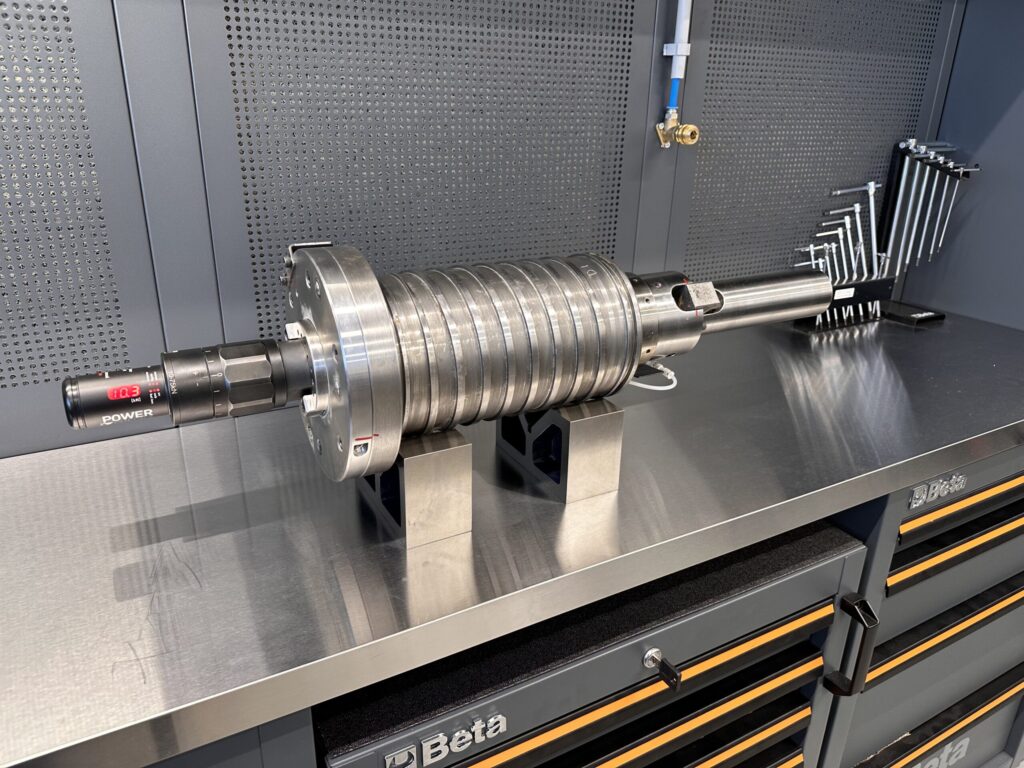
6. Metingen
Klemkracht gemeten op 10,3 kN. Slingering op controleas (L=300 mm): 0,003–0,005 mm.

Hoe u
dure spindelrevisie kunt voorkomen
In dit geval was een volledige revisie van de spindel noodzakelijk — maar dat had voorkomen kunnen worden. Regelmatige controle van de gereedschapsklemkracht, vooral bij SK40-opnames, is vaak voldoende. Te weinig klemkracht kan ervoor zorgen dat de conus losraakt tijdens gebruik, wat trillingen veroorzaakt en de spindellagers beschadigt.
Zorg voor uw spindel – vóór het te laat is:
Wacht niet tot uw machine in kritieke toestand verkeert. Voer minstens één keer per jaar routinecontroles uit — een eenvoudige stap om dure reparaties en stilstand te voorkomen.
Neem contact op met BMS Spindelservice en plan een controle van de klemkracht en een volledig conditierapport van uw spindel in.