Mori Seiki NH8000 spindle repair – HSK A100 taper grinding
Complete repair of a powerful Mori Seiki NH8000 spindle with an HSK A100 taper
-
Machine: Mori Seiki NH8000
-
Spindle: Mori Seiki NH8000
-
Taper: HSK A100
-
Rotational speed: 8,000 rpm
-
Scope of work: complete spindle repair, bearing replacement, HSK A100 taper grinding, cooling system cleaning, door-to-door service
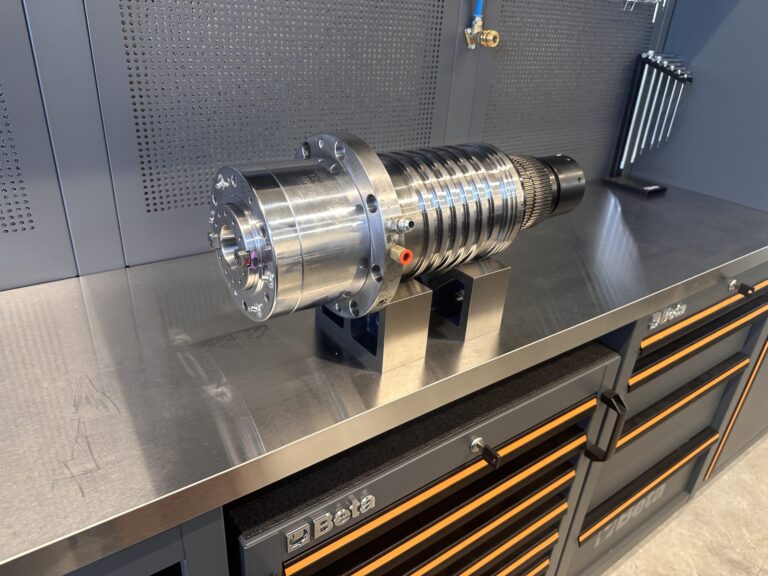
A powerful Mori Seiki NH8000 spindle from a Mori Seiki NH8000 machining center arrived at our service facility. This is a large and demanding spindle unit designed to work with an HSK A100 taper and a rotational speed of up to 8,000 rpm.
In spindles of this class, not only the condition of the bearings is crucial, but also the taper geometry, cooling system flow and proper preparation of the spindle for reinstallation in the machine. Even minor deviations on the HSK A100 taper can affect machining accuracy, tool clamping stability and repeatability of the entire machining process.
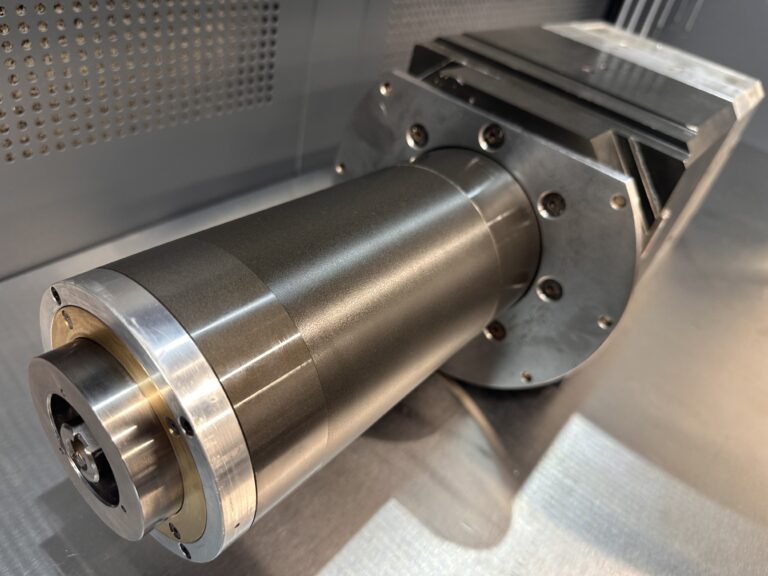
As part of this project, we carried out a complete repair of the Mori Seiki NH8000 spindle. The scope of work included precision bearing replacement, HSK A100 taper repair, precision taper grinding, cooling system cleaning and comprehensive door-to-door transport service.
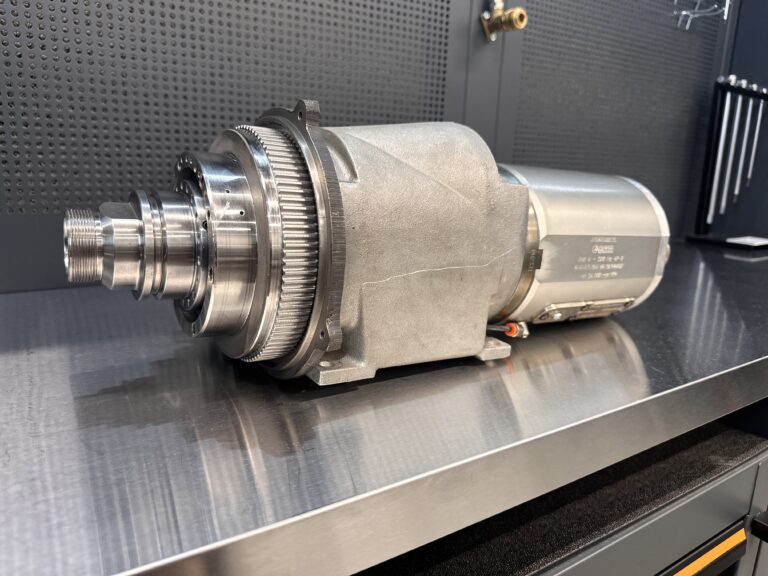
It is worth noting that we used original precision bearings dedicated by the manufacturer for this repair. The bearings were supplied directly from Japan and feature increased durability, which is extremely important for large spindles operating in demanding production conditions.



Service process
of the Mori Seiki NH8000 spindle







Summary of the spindle repair
Mori Seiki NH8000 HSK A100
- Scope of work: replacement of precision bearings with original bearings dedicated by the manufacturer, repair of the HSK A100 taper, precision taper grinding, cooling system cleaning and inspection after repair.
- Bearings used: original precision bearings supplied directly from Japan, selected for operation in the large Mori Seiki NH8000 spindle.
- Taper repair: restoration of the correct HSK A100 taper geometry, improvement of the toolholder contact surface and reduction of the risk of tool runout.
- Spindle cooling: cleaning and restoring cooling channels to improve the thermal stability of the spindle during operation under load.
- Transport: safe collection and delivery of the spindle as part of the door-to-door service, with proper protection of the unit during transport.
- Additional inspection at the customer’s site: during the delivery of the repaired spindle, we measure all spindles with HSK A100 tapers located at the customer’s facility.
Frequently asked questions
about Mori Seiki NH8000 spindle repair
Complete CNC spindle repair
for Mori Seiki and other manufacturers
The Mori Seiki NH8000 spindle repair shows how important a comprehensive approach is when servicing large spindle units. Bearing replacement, HSK A100 taper repair, cooling system cleaning, runout inspection, clamping force measurement and safe transport are all stages that directly affect the later stability of machine operation.
If you need CNC spindle repair, HSK A100 taper grinding, clamping force measurement or full door-to-door service, contact us. We will select the scope of work according to the spindle condition and prepare the unit for safe operation in the machine tool.