Réparation de broche DMG MORI – cône ISO40
Réparation de broche DMG MORI – ISO40
-
Fabricant de la broche : DMG MORI / inlineMASTER / KESSLER
-
Machine : DMG MORI
-
Vitesse de rotation : 18 000 rpm
-
Cône : ISO40
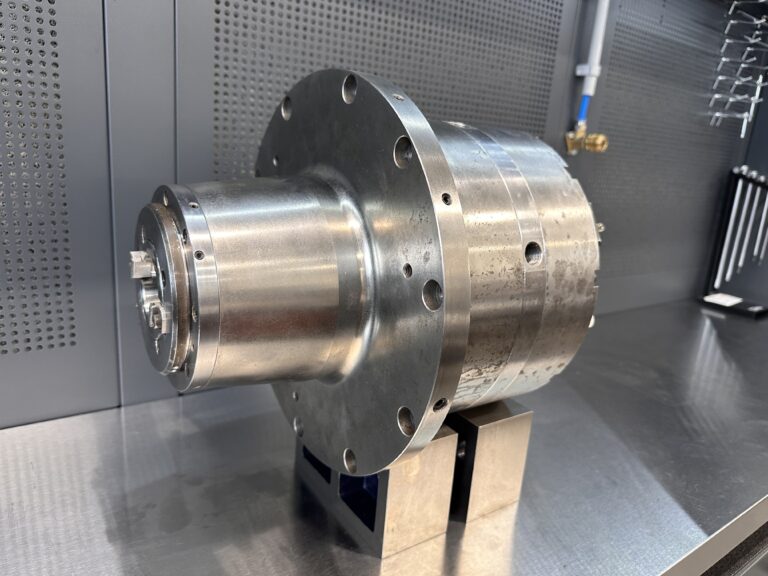
Une broche d’un centre d’usinage DMG MORI est arrivée dans notre atelier. Il s’agit d’une unité KESSLER inlineMASTER avec cône ISO40 et une vitesse maximale de 18 000 rpm. Le client signalait une augmentation du bruit aux régimes élevés, des vibrations perceptibles en fraisage et des problèmes occasionnels de maintien de l’outil. Après un bref échange sur l’exploitation de la machine, nous avons procédé à un diagnostic complet.
")
Diagnostic
et vérification de l’état
Nous avons d’abord contrôlé l’état du cône ISO40 et des surfaces d’appui. Des traces d’usure et des rayures étaient visibles, typiques après un travail avec des porte-outils sales ou un choc accidentel lors d’un changement d’outil. La mesure du faux-rond a confirmé des valeurs supérieures à celles acceptables pour l’usinage de précision. Des mesures supplémentaires de vibration et de bruit ont indiqué des roulements usés, et le test de force de serrage a montré des valeurs instables. Nous avons donc décidé : remplacement des roulements, restauration du cône, équilibrage, service du tirant et calibration des capteurs.
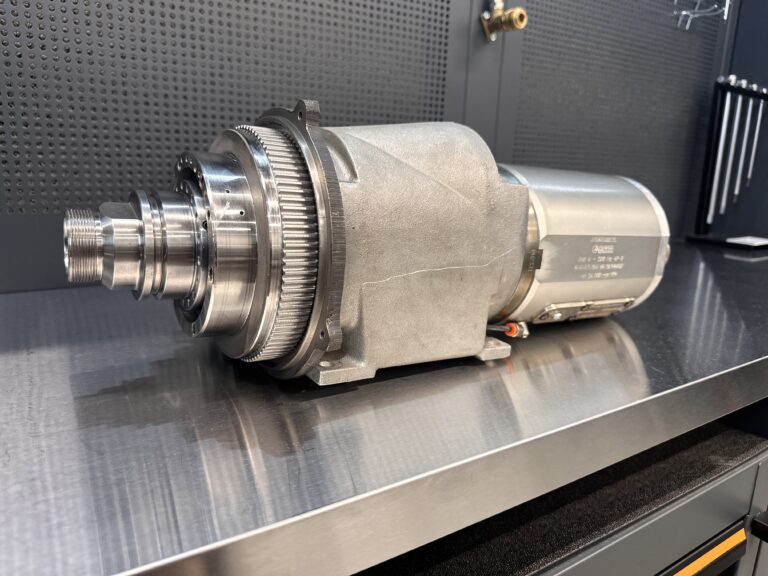
Étendue des travaux
réparation de la broche DMG MORI
")
")
Résultats après réparation
de la broche DMG MORI
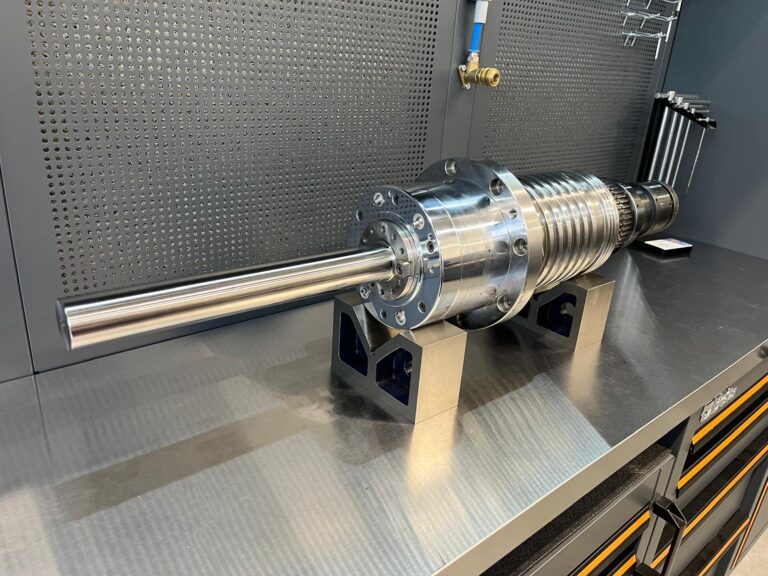
À l’issue de l’intervention, la broche DMG MORI/KESSLER inlineMASTER avec cône ISO40 fonctionne régulièrement et silencieusement sur toute la plage de vitesses. Les vibrations ont nettement diminué, la force de serrage est stable et l’état de surface s’est amélioré dès les premiers essais chez le client. Cela se traduit par une durée de vie accrue des outils, moins d’arrêts et une meilleure répétabilité des processus.
Quand envisager
un service complet
Si votre DMG MORI présente des symptômes similaires — bruit, vibrations, traces sur le cône ISO40 ou baisse de la force de serrage — ne repoussez pas l’intervention. Remplacement des roulements, rectification du cône, équilibrage, réparation du tirant et calibration des capteurs au sein d’un même processus cohérent offrent les meilleurs résultats et réduisent visiblement les coûts de production. Nous pouvons prendre en charge ce service de A à Z.


Symptômes similaires ?
Contactez-nous
Vous avez besoin d’un service complet de broche DMG MORI avec ISO40 — du démontage, en passant par la rectification du cône et l’équilibrage précis, jusqu’à la réparation du tirant et la calibration ? Écrivez-nous ou appelez-nous.