Spindelreparatie van de HAAS VM-2 freesmachine
Spindelreparatie aan de HAAS VM-2 freesmachine – resultaten onder 2 µm
-
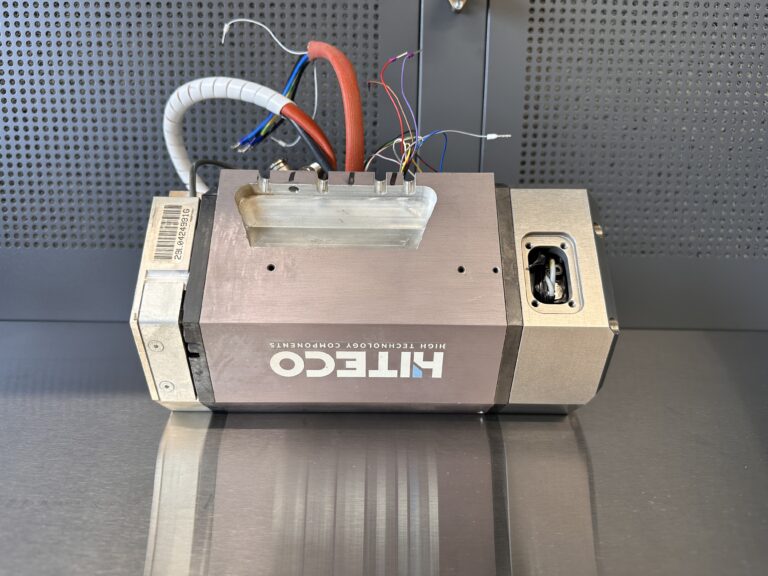
Spindelfabrikant: HAAS
-
Machine: HAAS VM-2 freesmachine
-
Spindelsnelheid: 12.000 t/min
-
Conus SK40
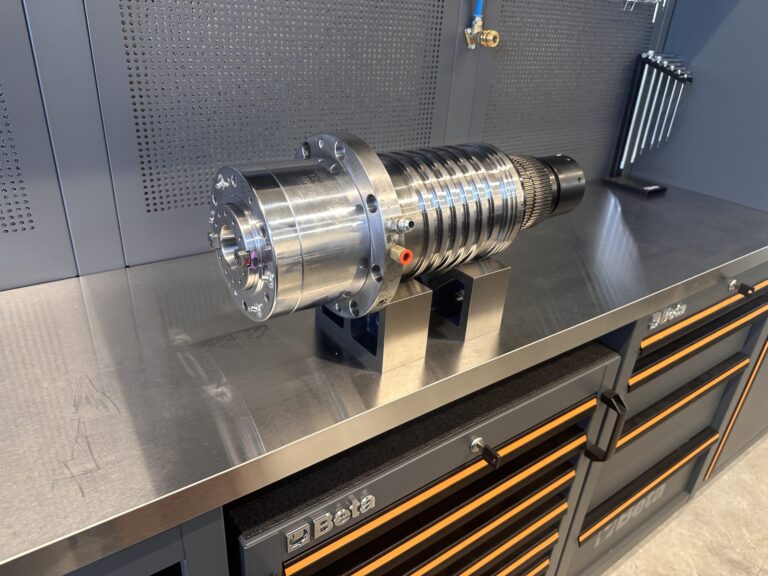
De spindel in de HAAS VM-2 werkt bij hoge snelheden en belastingen, waar elke micron telt voor oppervlaktekwaliteit, standtijd van gereedschappen en processtabiliteit. In dit project was het doel een volledige HAAS-spindelreparatie met herstel van de SK40-conusgeometrie en het bereiken van de laagst mogelijke rondloop bij een proeflengte L-300. Na afronding bevestigden we rondloop onder 2 µm op de proefstang en 1–2 µm direct op de conus — waarden die passen bij een premium spindel in nieuwstaat.

Symptomen en diagnose
van de HAAS VM-2-spindel
Voor aflevering aan onze service meldde de gebruiker:
- toegenomen geluid en lichte trillingen bij 8–12.000 t/min,
- tekenen van oververhitting na langere cycli,
- slechtere afwerking van wanden en bodem van pockets,
- kleine krasjes/afdrukken op de SK40-conus.
We voerden een eerste audit uit: rondloopmetingen met een proefhuls (L-300), controle van de trekkstangkracht, inspectie van de conus onder vergroting en analyse van trillingen/temperatuur tijdens het op toeren komen.


Werkzaamheden
volledige spindelreparatie HAAS VM-2
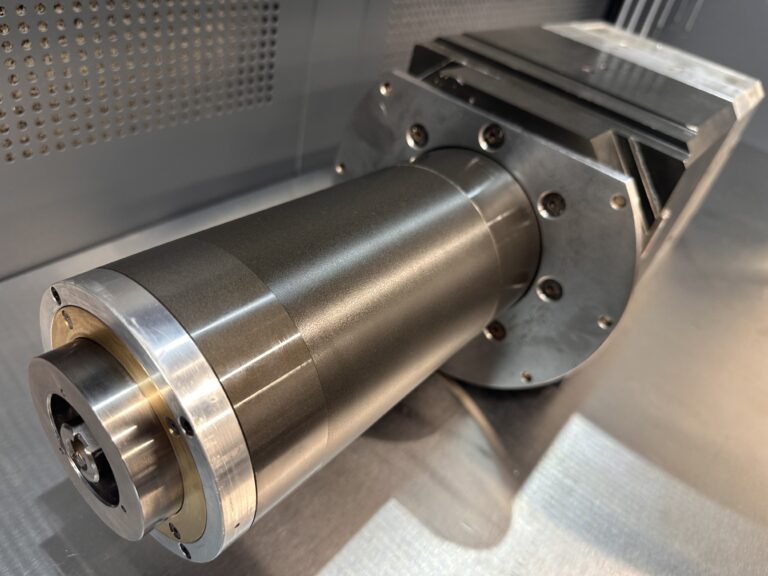
Na de opbouw is de spindel enkele uren ingereden en onder belasting getest. De klant ontving daardoor componenten die volledig klaar zijn voor precisiewerk.

Meetresultaten
na reparatie
Na de volledige spindelreparatie op de HAAS VM-2 bevestigden we parameters op fabrieksniveau. De rondloop op de proefstang bij L-300 was onder 2 µm, en op de SK40-conus ligt deze binnen 1–2 µm. Met dynamisch balanceren tot klasse 0,4G zijn de resttrillingswaarden laag en reproduceerbaar, terwijl het thermische gedrag van de lagers na opwarming over het hele snelheidsbereik stabiel blijft. De trekkstangkracht is naar nominale waarde gekalibreerd, waardoor microslip van houders wordt voorkomen en het conusoppervlak beschermd blijft.
Welke voordelen biedt de revisie
van een HAAS VM-2-spindel
Voor de VM-2-gebruiker vertaalt dit zich in efficiëntie en precisie op fabrieksniveau: betere oppervlaktekwaliteit, scherpere randen en betrouwbaardere maatnauwkeurigheid. Levensduur van lagers en gereedschappen neemt duidelijk toe doordat lagere trillingen (0,4G) en correcte klemmingskracht de dynamische belastingen beperken. De machine loopt stillere en stabieler in het typische VM-2-bereik van 8–12.000 t/min, en de operator profiteert van grotere instelherhaalbaarheid — de herstelde SK40-conus houdt zijn geometrie en “drukt” niet op de houders.
In de praktijk betekent dit voorspelbaarder verspanen bij grotere uitsteeks (L-300), minder nabewerking en kortere cyclustijden. Na de reparatie keert de spindel terug in de VM-2, klaar voor taken met nauwe toleranties zonder concessies aan de afwerkingskwaliteit.
Deur-tot-deur spindelreparatie
zonder stilstand
Wij leveren een directe deur-tot-deur service: ophalen van de spindel bij de klant, snelle eerste beoordeling, volledige reparatie en terugzending na testen met een compleet pakket rapporten (balanceren, rondloop, klemmingskracht). Zo minimaliseer je de stilstand van de VM-2 en ontvang je na montage een direct inzetbare spindel.
Wanneer de spindel repareren
in een HAAS VM-2
- zichtbare sporen op de conus, veranderd geluidsniveau, stijgende temperatuur,
- verslechterde oppervlaktekwaliteit of onstabiele rondloop bij grotere uitsteek,
- toegenomen gereedschapsslijtage ondanks correcte snijparameters.
In elk van deze gevallen herstelt een volledige HAAS-spindelreparatie met SK40-conusherstel en balanceren tot 0,4G de voorspelbaarheid van het proces.

Samenvatting
Dit voorbeeld laat zien dat de HAAS VM-2 freesmachine na een uitgebreide spindelrevisie (keramische lagers, olienevel, herstel van de SK40-conus, kalibratie van de trekkstangkracht en precisiebalancering) als nieuw kan functioneren. Bevestigde L-300-rondloop < 2 µm en 1–2 µm op de conus zorgen voor hogere productkwaliteit, lagere belasting van lagers en gereedschappen en stabiele parameters tot 12.000 t/min.
Wil je een vergelijkbaar resultaat voor jouw HAAS VM-2? Neem contact op — wij halen de spindel op, voeren de volledige reparatie uit en sturen hem met rapporten inzetklaar terug.