Réparation de la broche de la fraiseuse HAAS VM-2
Réparation de la broche de la fraiseuse HAAS VM-2 – résultats inférieurs à 2 µm
-
Fabricant de la broche : HAAS
-
Machine : Fraiseuse HAAS VM-2
-
Vitesse de broche : 12 000 tr/min
-
Cône SK40
La broche de la HAAS VM-2 travaille à grande vitesse et sous forte charge, où chaque micron compte pour la qualité de surface, la durée de vie des outils et la stabilité du procédé. Dans ce cas, l’objectif était une réparation complète de la broche HAAS avec restauration de la géométrie du cône SK40 et obtention du faux-rond le plus faible possible à une longueur d’essai L-300. À l’issue des travaux, nous avons confirmé un faux-rond inférieur à 2 µm sur la barre d’essai et 1–2 µm directement sur le cône — des valeurs typiques d’une broche haut de gamme comme neuve.

Symptômes et diagnostic
de la broche HAAS VM-2
Avant l’envoi à notre service, l’utilisateur a signalé :
- augmentation du bruit et légères vibrations à 8–12 000 tr/min,
- signes de surchauffe après de longs cycles,
- dégradation de l’état de surface des parois et fonds de poches,
- micro-rayures/traces sur le cône SK40.
Nous avons réalisé un audit initial : mesures de faux-rond avec une bague d’essai (L-300), vérification de la force de serrage, inspection du cône sous grossissement et analyse vibrations/température lors de la montée en régime.


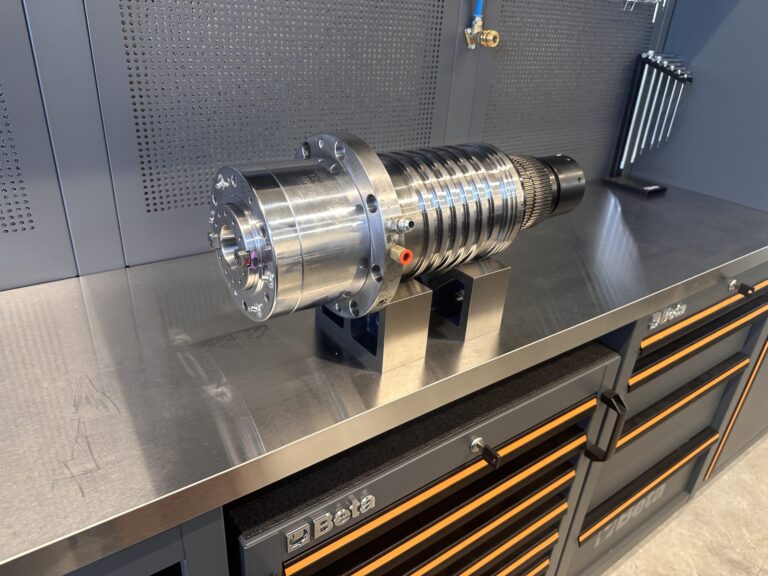
Étendue des travaux
réparation complète de la broche HAAS VM-2
Après remontage, la broche a subi plusieurs heures de rodage et d’essais sous charge. Le client a ainsi reçu des composants entièrement prêts pour un usinage précis.

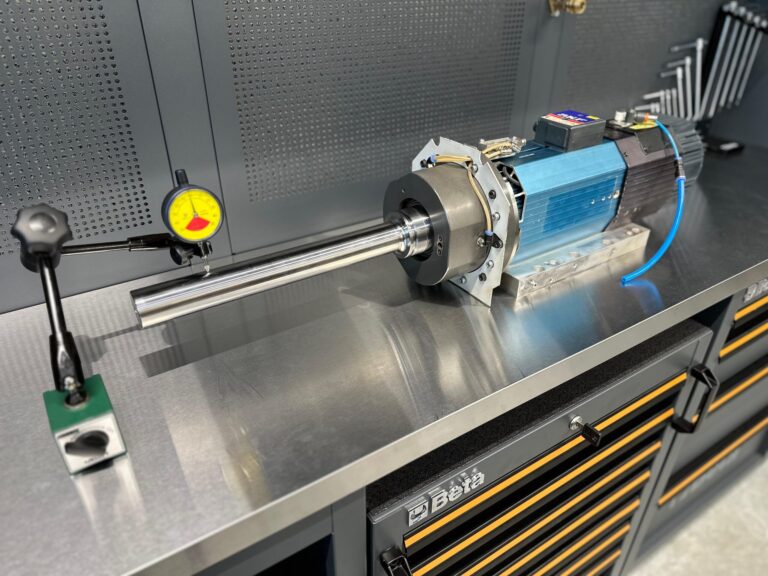
Résultats de mesure
après réparation
Après la réparation complète de la broche sur la HAAS VM-2, nous avons confirmé des paramètres au niveau usine. Le faux-rond sur la barre d’essai à la longueur L-300 était inférieur à 2 µm, et sur le cône SK40 il se situe entre 1 et 2 µm. Avec un équilibrage dynamique à la classe 0,4G, les valeurs résiduelles de vibration sont faibles et répétables, tandis que le profil thermique des roulements reste stable sur toute la plage de vitesses après la chauffe. La force de serrage a été calibrée à la valeur nominale, éliminant le micro-glissement des porte-outils et protégeant la surface du cône.
Quels sont les avantages de la remise en état
d’une broche HAAS VM-2
Pour l’utilisateur de la VM-2, cela se traduit par une efficacité et une précision de niveau usine : meilleure qualité de surface, arêtes plus nettes et maîtrise dimensionnelle plus fiable. La durée de vie des roulements et des outils augmente nettement car la réduction des vibrations (0,4G) et une force de serrage correcte diminuent les charges dynamiques. La machine fonctionne plus silencieusement et plus stable dans la plage typique de 8–12 000 tr/min, et l’opérateur bénéficie d’une meilleure répétabilité des réglages — le cône SK40 restauré tient sa géométrie et n’imprime pas sur les porte-outils.
En pratique, cela signifie un usinage plus prévisible avec de grandes porte-à-faux (L-300), moins de retouches et des temps de cycle plus courts. Après réparation, la broche retourne sur la VM-2 prête pour des tâches à tolérances serrées, sans compromis sur la qualité de finition.
Réparation de broche porte-à-porte
sans interruption
Nous proposons un service direct porte-à-porte : enlèvement de la broche chez le client, évaluation initiale rapide, réparation complète et retour après essais avec l’ensemble des rapports (équilibrage, faux-rond, force de serrage). Cela minimise l’immobilisation de la VM-2 et, après remontage, vous recevez une broche prête à produire.
Quand réparer la broche
d’une HAAS VM-2
- traces visibles sur le cône, changement du bruit de fonctionnement, hausse de température,
- dégradation de l’état de surface ou faux-rond instable avec de grands porte-à-faux,
- usure accrue des outils malgré des paramètres de coupe corrects.
Dans chacun de ces cas, une réparation complète de la broche HAAS avec restauration du cône SK40 et équilibrage à 0,4G rétablit la prédictibilité du procédé.

Résumé
Ce cas montre que la fraiseuse HAAS VM-2, après une remise en état complète de la broche (roulements en céramique, brouillard d’huile, restauration du cône SK40, calibration de la force de serrage et équilibrage de précision), peut fonctionner comme neuve. Un faux-rond L-300 < 2 µm et 1–2 µm sur le cône se traduisent par une qualité de pièce supérieure, des charges réduites sur les roulements et outils, et des paramètres stables jusqu’à 12 000 tr/min.
Vous souhaitez obtenir un résultat similaire pour votre HAAS VM-2 ? Contactez-nous — nous enlèverons la broche, réaliserons la réparation complète et la renverrons avec les rapports, prête à produire.