Réparation de broche Mazak Nexus 510C-II
Reconditionnement de broche MAZAK NEXUS 510C-II
Ce qui peut arriver si vous ignorez les premiers signes d'usure
Spécifications techniques de la broche :
- Modèle de broche Mazak 12 000
- Cône d’outil : SK40
- Vitesse : 12 000 tr/min
- Machine MAZAK NEXUS 510C-II

Pourquoi
l’entretien de la broche est essentiel
Ignorer les premiers signes d’usure de la broche peut entraîner des conséquences coûteuses. L’un de nos clients en a fait l’expérience lorsque sa broche est tombée en panne sur son centre d’usinage MAZAK NEXUS 510C-II.
Si vous souhaitez éviter des problèmes similaires, lisez comment s’est déroulé le processus de reconditionnement et ce qui a finalement causé la panne grave.


Début de la réparation
Démontage et diagnostic initial
Nous avons commencé le reconditionnement en retirant la broche du centre d’usinage MAZAK NEXUS 510C-II. Lors de l’analyse initiale sur site, nous avons constaté :
- dommages mécaniques sur l’entraînement de la broche (jeu au serrage),
- force de serrage de l’outil SK40 mesurée à 0,0 kN (mesurée avec un dynamomètre).
La broche a ensuite été transportée dans notre atelier pour une analyse plus approfondie.
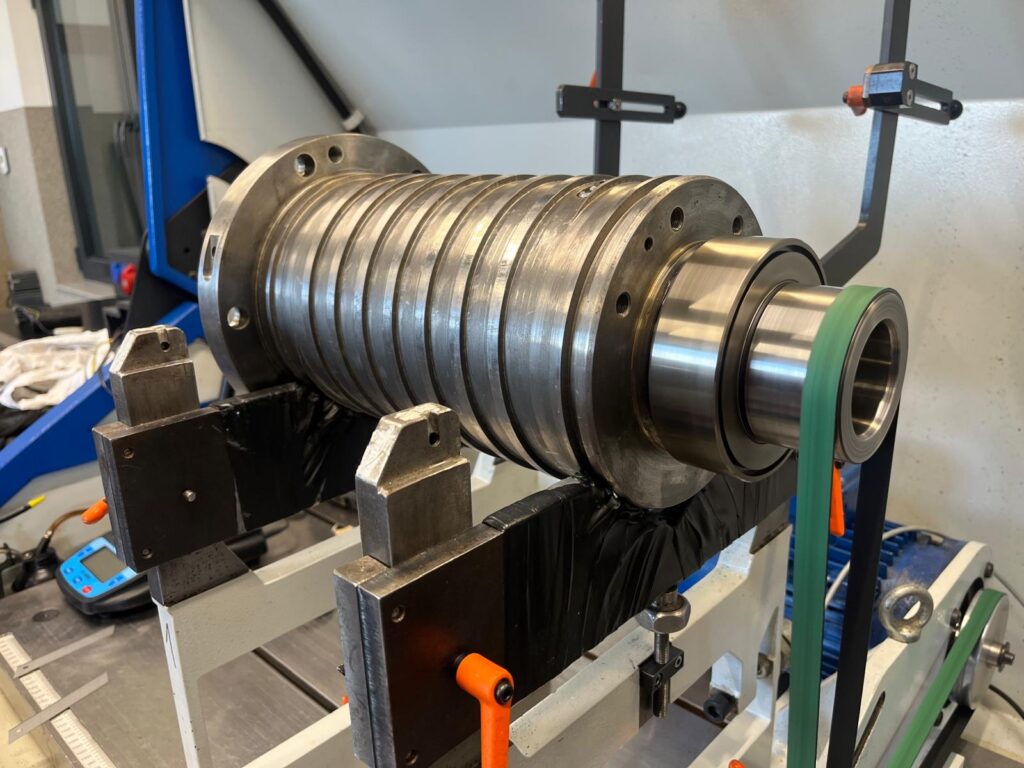
Démontage complet et diagnostic
Inspection de la broche MAZAK
Après le démontage complet et l’inspection de tous les composants, nous avons identifié :
- désalignement du cône SK40,
- roulements de broche usés,
- dommages et fissures sur les rondelles élastiques,
- entretoises déformées nécessitant une rectification de surface.


Processus de réparation
et remise à neuf complète
Une fois le devis approuvé par le client, nous avons procédé à la réparation complète.
Nos devis incluent toujours un délai clair et un prix final — sans frais cachés.
1. Remplacement des roulements de broche
Nous avons utilisé des roulements de précision haute durabilité pour garantir un fonctionnement stable et fluide.
2. Rectification des bagues d’écartement
Les bagues déformées ont été rectifiées en surface pour restaurer la géométrie correcte.
3. Réalignement du cône SK40
Nous avons corrigé les déviations du cône afin de retrouver les tolérances dimensionnelles d’usine.
4. Remplacement des rondelles élastiques et composants de serrage
Les rondelles fissurées et usées ont été remplacées pour rétablir une fonction de serrage correcte.
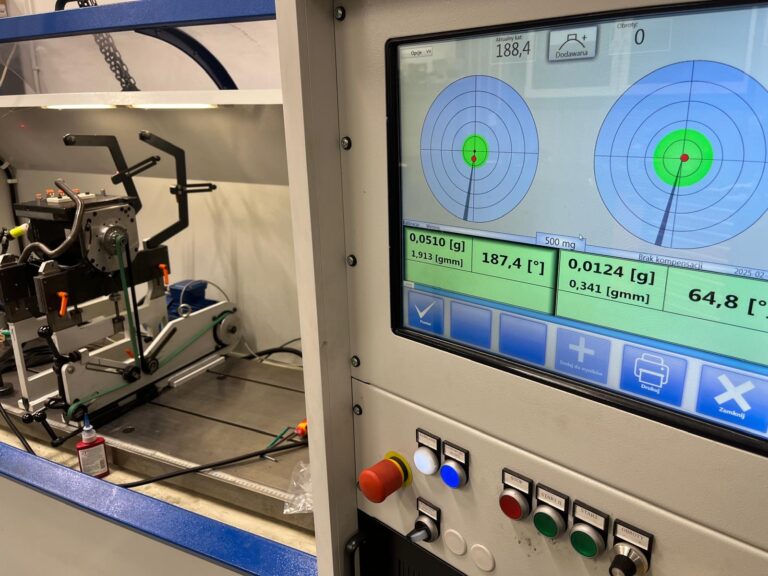
5. Équilibrage de la broche
Un équilibrage dynamique a été effectué selon la classe ISO 0.4G, éliminant toute vibration excessive.
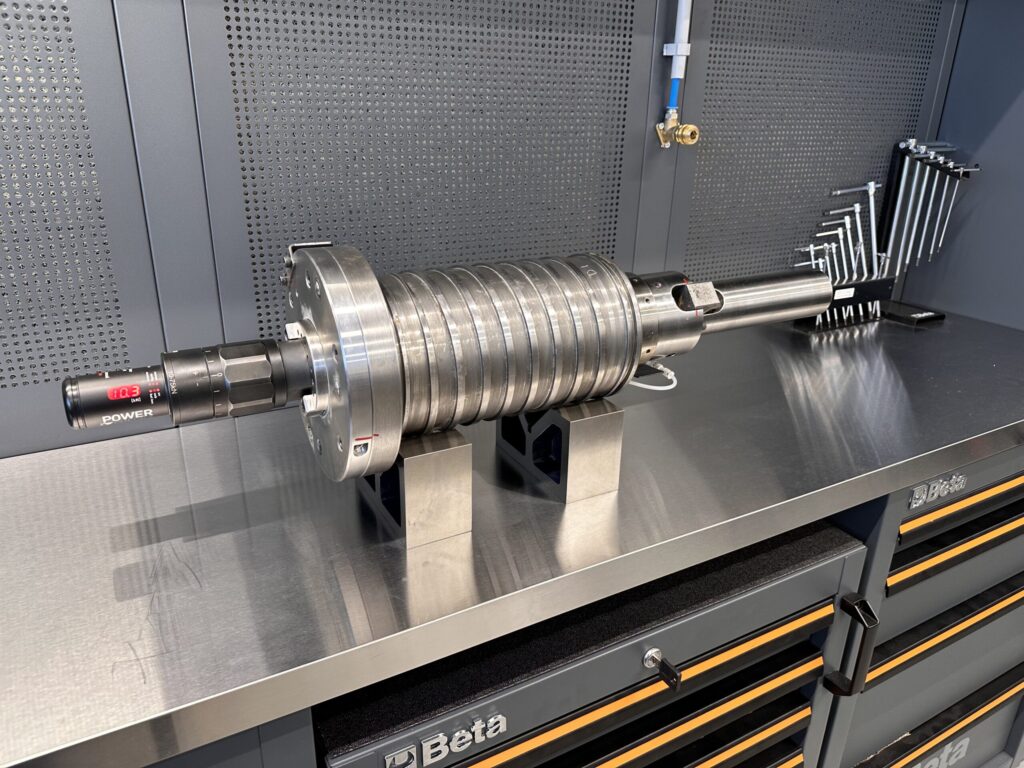
6. Tests de mesure
Force de serrage mesurée à 10,3 kN. Faux-rond mesuré sur barre de contrôle (L=300 mm) : 0,003–0,005 mm.

Comment éviter
une remise à neuf coûteuse de la broche
Dans ce cas, une remise à neuf complète de la broche a été nécessaire — mais cela aurait pu être évité. Des vérifications régulières de la force de serrage de l’outil, notamment pour les cônes SK40, suffisent souvent. Une force de serrage trop faible peut entraîner un déboîtement du cône pendant l’usinage, ce qui provoque des vibrations et endommage les roulements de broche.
Prenez soin de votre broche – avant qu’il ne soit trop tard :
N’attendez pas que votre machine atteigne un état critique. Effectuez des contrôles de routine au moins une fois par an — un geste simple qui peut éviter des réparations coûteuses et des arrêts imprévus.
Contactez BMS Service de Broches CNC et planifiez un contrôle de force de serrage ainsi qu’un rapport complet sur l’état de votre broche.