
Blog



Réparation de broche FISCHER MFW-1224/42 VC HSK-E40 sur centre SPEED HAWK 650
L’électrobroche FISCHER MFW-1224/42 VC HSK-E40 fonctionne dans des conditions très exigeantes : vitesse de rotation jusqu’à 42 000 rpm, interface outil HSK-E40 et centre d’usinage haute précision SPEED HAWK 650. Avec de tels paramètres, même une usure légère des roulements, du cône ou du système de serrage se traduit rapidement par une dégradation de l’état de surface, une augmentation des vibrations et une réduction de la durée de vie des outils.
En savoir plus – démontage pour réparation")
 – démontage, remontage et essais")
 – service complet et équilibrage")
Service de broche CHIRON FZ 18 W - Garantie complète
Une broche provenant du centre d’usinage CHIRON FZ 18 W est arrivée dans notre atelier. Deux symptômes ont été signalés : absence de serrage d’outil et cône SK40 usé. Cette combinaison indique généralement l’usure de plusieurs éléments à la fois : mécanisme de tirant, roulements ainsi que le cône lui-même. Nous avons pris en charge l’ensemble du processus – de la dépose de la broche sur la machine au remontage conforme à la procédure CHIRON. Ainsi, le client dispose d’un interlocuteur unique, d’un seul protocole et de la pleine responsabilité de notre côté.
En savoir plus")
")
")
Réparation de la broche ROYAL sur MTcut V85
Une broche ROYAL fonctionnant sur un centre d’usinage MTcut V85 est arrivée dans notre atelier. L’unité, 12 000 tr/min avec cône SK40, a subi une panne due à un grippage des roulements. La broche a été immédiatement déposée par le service maintenance du client, et l’ensemble du processus a été supervisé et guidé par les spécialistes de BMS Spindle Service.
En savoir plus")
")
")
Réparation de broche KESSLER sur DMG CMX 1100 V
La révision complète de la broche KESSLER dans notre atelier a redonné à la DMG CMX 1100 V sa précision d’usine et la stabilité du processus. Nous avons réalisé un service complet comprenant le remplacement des roulements, la remise en état de la géométrie du cône SK40, le montage d’un tirant (ensemble de serrage) neuf d’origine, l’étalonnage des capteurs et le remplacement de tous les joints. Nous avons également accompagné le client lors du remontage autonome de la broche et de l’élimination de la cause de l’infiltration de liquide de coupe. L’ensemble est couvert par une garantie de 12 mois.
En savoir plus")
")
")
Réparation d’électrobroche de la machine FANUM – HSD ES350L
Une électrobroche HSD ES350L issue d’une machine FANUM est arrivée dans notre centre de service. L’unité présentait un bruit accru et des vibrations sensibles à haut régime. Ce sont des symptômes classiques d’usure des roulements haute vitesse et d’un tirant d’outil affaibli. Dans de tels cas, une réparation rapide et précise est essentielle, car chaque heure d’arrêt de la machine entraîne de réels coûts de production.
En savoir plus")
")
")
Réparation de l’électrobroche OKUMA M560 – révision complète
Un centre d’usinage OKUMA Genos M560 est arrivé dans notre atelier avec des signes d’usure de broche : bruit croissant à haute vitesse, vibrations sensibles et alertes ponctuelles lors des changements d’outil. Notre objectif était de rétablir la stabilité, la répétabilité et les paramètres de rotation complets. Vous trouverez ci-dessous le déroulé de la remise à neuf de l’électrobroche OKUMA M560 présenté comme un cas réalisé.
En savoir plus")
")
")
Réparation de broche SCM 2936230015L en 4 jours
Une broche SCM 2936230015L avec cône HSK 63F et jusqu’à 24 000 tr/min est arrivée dans notre atelier. Le client a subi un arrêt imprévu, c’est pourquoi la commande a été marquée urgente — la priorité était de rétablir rapidement le plein fonctionnement. L’ensemble du processus — de l’enlèvement au retour — a été réalisé en 4 jours, réduisant les pertes de production au strict minimum.
En savoir plus


Réparation de broche DMG MORI – cône ISO40
Une broche d’un centre d’usinage DMG MORI est arrivée dans notre atelier. Il s’agit d’une unité KESSLER inlineMASTER avec cône ISO40 et une vitesse maximale de 18 000 rpm. Le client signalait une augmentation du bruit aux régimes élevés, des vibrations perceptibles en fraisage et des problèmes occasionnels de maintien de l’outil. Après un bref échange sur l’exploitation de la machine, nous avons procédé à un diagnostic complet.
En savoir plus


Réparation de broche HOMAG BIZ 411 – Cône HSK 63F
Les travaux ont porté sur la révision complète de la broche HOMAG d’une machine BIZ 411, conçue pour 24 000 tr/min et équipée d’un cône HSK 63F. Le périmètre incluait un diagnostic complet, le remplacement des roulements céramiques (hybrides), un équilibrage dynamique de précision ainsi que la réfection et la calibration du tirant HSK 63F. L’ensemble a été réalisé en procédure accélérée — livraison et installation sur site le lendemain de la fin des travaux. Les électrobroches HOMAG sont notre spécialité — nous en connaissons la construction dans les moindres détails.
En savoir plus


Réparation de broche DOOSAN DNM 350/5AX après collision grave
Une broche DOOSAN est arrivée en service après une forte collision avec la table 5 axes. Les symptômes étaient évidents : bruit des roulements et fort faux-rond radial, ce qui empêchait un usinage stable. Sur ce type de machine, tout se joue à de très faibles valeurs — chaque micron compteDès le départ, nous avons convenu d’une intervention rapide avec le client. Après le démontage chez le client, nous avons récupéré la broche directement, en porte-à-porte afin de réduire l’arrêt et d’éviter des risques supplémentaires pendant le transport. Le service de maintenance du client a fait un excellent travail : décision rapide, poste de travail ordonné, informations complètes sur l’incident. Grâce à cela, nous avons pu commencer immédiatement.
En savoir plus


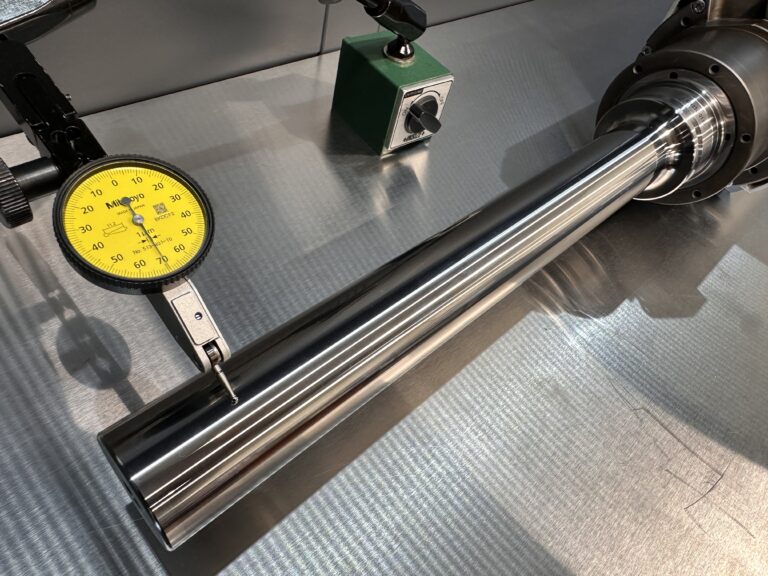
Réparation de la broche de la fraiseuse HAAS VM-2
La broche de la HAAS VM-2 travaille à grande vitesse et sous forte charge, où chaque micron compte pour la qualité de surface, la durée de vie des outils et la stabilité du procédé. Dans ce cas, l’objectif était une réparation complète de la broche HAAS avec restauration de la géométrie du cône SK40 et obtention du faux-rond le plus faible possible à une longueur d’essai L-300. À l’issue des travaux, nous avons confirmé un faux-rond inférieur à 2 µm sur la barre d’essai et 1–2 µm directement sur le cône — des valeurs typiques d’une broche haut de gamme comme neuve.
En savoir plus


Réparation de broches CHIRON HSK 63A – service CNC et équilibrage
Deux broches de la marque renommée CHIRON, installées dans une machine du même fabricant et équipées d’un cône HSK 63A, sont arrivées dans notre centre de service. Cet élément joue un rôle essentiel pour maintenir la plus haute qualité d’usinage – il transmet le couple à l’outil et assure la stabilité pendant l’usinage. Dans le cas des deux broches, le client a signalé des signes évidents d’usure, affectant négativement le processus de production : bruit croissant, vibrations perceptibles et diminution de la précision dimensionnelle des pièces usinées.
En savoir plus


Réparation express de la broche HOMAG SKF de la Weeke Venture 1M – en seulement 5 jours !
Une broche HOMAG SKF utilisée dans un centre d’usinage Weeke Venture 1M pour la production quotidienne de meubles est arrivée dans notre atelier. Le client signalait des signes clairs d’usure de la broche : bruit accru, vibrations et détérioration de la qualité d’usinage. Étant donné le calendrier de production serré, une intervention rapide et efficace était indispensable.
En savoir plus


Réparation de broches GIORDANO COLOMBO – Filetage ER32, roulements, équilibrage
Deux électrobroches de la marque italienne réputée GIORDANO COLOMBO sont arrivées dans notre atelier, équipées de filetages ER32 et conçues pour un changement manuel des outils. Les deux broches présentaient des symptômes similaires : bruit en fonctionnement, vibrations perceptibles et échauffement excessif du carter. La vitesse nominale de ces unités est de 18 000 tr/min, et leur précision de fonctionnement était essentielle pour les processus d’usinage réalisés.
En savoir plus


Réparation de broche WEINIG HSK 63F – restauration du cône et remplacement des roulements
Dans notre atelier, nous avons restauré une broche WEINIG présentant un cône HSK 63F gravement endommagé. Le défaut empêchait la libération de l’outil — celui-ci était bloqué dans le cône, et toutes les tentatives de démontage ont échoué.
En savoir plus


Réparation de l’électrobroche HITECO QX-2 11/12 24 63F NC
Notre service a pris en charge l’électrobroche HITECO QX-2 11/12 24 63F NC utilisée dans un centre d’usinage 5 axes. Fonctionnant à 24 000 tr/min avec un cône HSK63F, elle présentait des signes d’instabilité et des erreurs de communication rendant son utilisation impossible.
En savoir plus

Réparation des électrobroches HSD ES 959L
Notre atelier CNC a reçu trois électrobroches HSD ES 959L destinées à un centre d’usinage ROVER B. Deux étaient en panne, tandis que la troisième, considérée comme irréparable par un autre service, devait servir de donneuse pour pièces détachées.
En savoir plus


Révision complète de la broche GMN TE120sx400-61913 – garantie service
Une broche GMN gravement endommagée a été livrée à notre atelier – le cône SK40 était fortement usé suite à une absence de maintenance. La révision complète a inclus le démontage, le diagnostic, la réparation des composants, les tests finaux et l’équilibrage dynamique.
En savoir plus


Régénération de l’électrobroche HSD ES 919 – service complet en 3 jours
L’électrobroche HSD ES 919 est arrivée dans notre atelier avec un système de roulements défectueux et des capteurs endommagés. La régénération complète – incluant démontage, réparation et remontage sur site – a été réalisée en 3 jours. Ce délai réduit a été possible grâce à une unité rotative préconfigurée, minimisant l’arrêt de production.
En savoir plus


Transport sécurisé de broches CNC et électrobroches
Voici quelques photos prises lors du chargement des broches dans notre atelier. C’est ici que débute le transport sécurisé de broches CNC à destination et en provenance de toute l’Europe. Chaque broche est fixée selon des normes strictes, garantissant une sécurité totale jusqu’à l’atelier.
En savoir plus


Réparation de broche HSD ES 779L – Service CNC complet
L’électrobroche HSD ES 779L, utilisée sur un centre d’usinage FANUM 5 axes, a été livrée pour une intervention complète. Démontage rapide, remplacement des roulements, restauration du cône et analyse thermique – tout a été réalisé dans un service porte-à-porte.
En savoir plus


Équilibrage de broches et électrobroches – clé de précision et de longévité
En usinage CNC, la fiabilité passe par la précision. L’un des éléments souvent sous-estimés est l’équilibrage dynamique. Qu’il s’agisse d’une broche classique ou d’une électrobroche, un bon équilibrage améliore la précision, la longévité et la sécurité de la machine.
En savoir plus


Réparation de broche de tour DOOSAN
Après réception de la broche, toutes les pièces ont été démontées et nettoyées dans des bains mécaniques et ultrasoniques. Cela a permis d'effectuer des mesures géométriques précises et une analyse approfondie des dommages.
En savoir plus


Réparation de broche fraiseuse SUNMIL
La broche ROYAL d’une fraiseuse SUNMIL a été livrée dans notre centre de service. L’intervention comprenait l’enlèvement sur site, la réparation complète, le remontage et la remise en service de la machine.
En savoir plus


Professionnalisme confirmé par les certifications – découvrez nos compétences
Dans le domaine du service des broches CNC, il n’y a pas de place pour l’approximation. Précision, expérience et expertise technologique sont nos fondements. C’est pourquoi nous participons régulièrement à des formations spécialisées. Découvrez nos certifications et notre engagement envers la qualité.
En savoir plus


Réparation de broche CELLS / ROYAL SK40
Une électrobroche CELLS / ROYAL avec cône SK40 standard, utilisée dans une fraiseuse industrielle, a été livrée dans notre centre technique. Son état témoignait de nombreuses années d’utilisation : l’unité était fortement encrassée et les composants mécaniques nécessitaient une révision complète.
En savoir plus


Réparation de grandes broches EMAG
Deux électrobroches EMAG de grande taille ont été livrées à notre centre technique. Malgré leurs tailles différentes — l'une pesant 2 tonnes, l'autre 1,8 tonne — elles ont exigé le même niveau élevé d’expertise technologique.
En savoir plus


Réparation de broche Mazak Nexus 510C-II
Ignorer les premiers signes d’usure de broche peut engendrer des conséquences financières majeures. C’est ce qu’a vécu l’un de nos clients avec une broche défectueuse sur un centre d’usinage MAZAK NEXUS 510C-II. Pour éviter ce type de panne, découvrez notre processus complet de réparation.
En savoir plus


Pourquoi les inspections régulières des broches sont-elles si importantes ?
De nombreux opérateurs CNC et responsables de production négligent l’importance des contrôles réguliers des broches. Pourtant, l’un des paramètres les plus critiques à surveiller est la force de serrage des outils dans les cônes HSK et SK.
En savoir plus


Réparation de broche WEINIG Powermat 1500
Nous avons réalisé une réparation complète d’une broche WEINIG issue d’une raboteuse Powermat 1500. L’unité est arrivée dans un état technique très détérioré. Voici les principales étapes de notre intervention.
En savoir plus


Réparation d’électrobroche HOMAG / SKF 4-075-03-0615
L’électrobroche a été récupérée chez le client, à environ 200 km de notre centre de service. Une analyse réalisée le jour même a mis en évidence de graves dommages aux griffes HSK, accompagnés de fortes vibrations et de bruit au niveau des roulements arrière.
En savoir plus


Réparation broche HAAS SK40
La broche HAAS est arrivée dans notre centre de service avec des roulements endommagés à cause d'une collision. Un diagnostic complet a été effectué immédiatement, et un devis détaillé a été préparé en moins de 4 heures.
En savoir plus


Réparation broche HITECO QE-1F 12/12 24 63F NC CB
Nous avons reçu une électrobroche HITECO QE-1F 12/12 24 63F NC CB pour une réparation urgente. Le cône HSK était endommagé suite à une collision. Le bras de préhension HSK était cassé, ce qui empêchait toute poursuite du fonctionnement de la machine.
En savoir plus


Réparation de broche KENTURN KC1508H
La réparation de la broche KENTURN KC1508H est un processus clé pour en restaurer la pleine efficacité. Nous assurons le démontage, la remise à neuf et le remontage dans la machine du client. Chaque étape respecte les normes de précision les plus strictes pour garantir la durabilité et la fiabilité.
En savoir plus


Réparation broche HEIAN 7.5 kW
La réparation des broches HEIAN est essentielle pour restaurer la pleine fonctionnalité des centres d’usinage CNC. L’usure des roulements et des cônes d’outils impacte la précision. Dans notre centre, nous assurons une réparation complète avec un délai de traitement rapide. Voici les principales étapes du processus de réparation HEIAN.
En savoir plus